欢迎光临宁波晟峰环保设备有限公司 | 专注于机加工过滤解决方案服务商
销售热线 : 188 8866 5866 ![]() mxwhcg@foxmail.com
mxwhcg@foxmail.com
欢迎光临宁波晟峰环保设备有限公司 | 专注于机加工过滤解决方案服务商
销售热线 : 188 8866 5866 ![]() mxwhcg@foxmail.com
mxwhcg@foxmail.com

切削液失效的主要原因和危害:
切削液在机床设备工作过程中,会有大量颗粒物(碎屑、灰尘),杂油(导轨油、主轴油、液压油)混入,同时伴随微生物的滋生和繁殖,导致切削液失效、变色、发臭,失去润滑、冷却、防锈和清洗的作用。切削液失效会影响加工质量、损坏刀头,同时带来职业健康危害,必须要更换或者采取有效的方法净化处理。

切削液废液
切削液净化处理要解决的问题:
更换切削液将面临切削液(危险废物)的委外处理问题,极大地提高企业生产成本。越来越多的机械加工企业采用净化处理的方法,对切削液废液进行资源化再利用,以期实现废液减量。对切削液进行净化处理,即要解决切削液中含油、含颗粒物和微生物的问题。

切削液使用中所面临的问题
切削液净化处理的传统方法,及其弊端:
1、针对杂油的去除,一般有过滤、钢带分离、离心处理等方法。切削液中的杂油除了浮油,还有一部分是乳化油、悬浮油,前两种处理方法,不能去除乳化油、悬浮油。离心处理会将切削液中的有效成分一同分离,使切削液失去价值,同时装置维护、清洗频繁,费时费力。
2、针对颗粒物的去除,无纺布过滤、旋液分离器无法过滤微米级小颗粒物,磁分离只能过滤磁导体颗粒物,离心分离和除油的弊端一样,会影响切削液有效成分。
3、针对微生物的去除,添加抑菌剂、臭氧/氯气杀菌的方式,会破坏切削液有效成分,使切削液失效。紫外灭菌仅对少数透光性好的切削液有效,对大多数切削液效果均不理想。
综上所述传统方案均存在弊端,无法很好地解决切削液净化处理的难题。
切削液净化处理解决方法:
以不改变原切削液浓度与基础油为原则, 将其主要渗漏油(浮上油)有效去除,杜绝厌氧菌生成与酸化切削液,即可改善其恶臭问题、PH的不稳定及后置所衍生之成本。
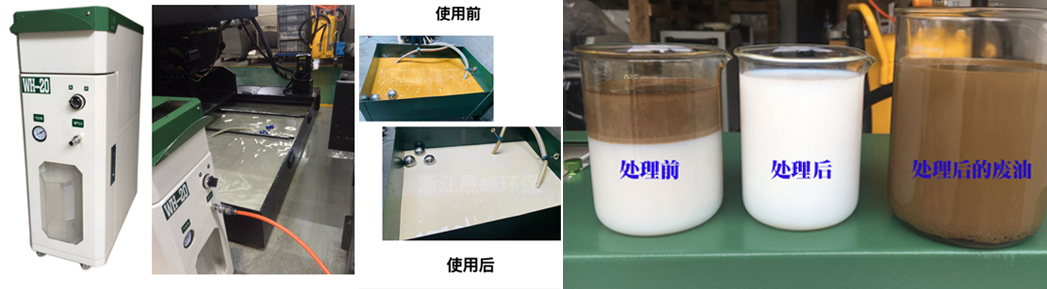
处理效果对比
应用此设备可以帮助机械加工企业降低生产成本、延长刀具使用寿命、提升加工质量、降低环保风险、改善职业健康。

